Phone: +1-214-296-4868

Abstract:
Controlling the assembly process and protecting against environmental factors starts immediately when raw materials arrive. Proper handling of electrostatic static discharge (ESD) is defined and well documented. For example, ESD is controlled by providing grounding points and heel straps, which are the norm in many facilities. Yet ESD is only one of the problems faced in the assembly process.
Another area of concern that is frequently underestimated is the impact of humidity on both components and bare boards (PCBs). While most, if not all, manufacturing facilities are climate controlled, there are a number of instances when the floor-clock is accidentally started because moisture barrier bags (MBBs) are opened during inspection upon arrival.
Even when a MBB is resealed, the clock has not been paused and components remain at risk of absorbing moisture, which reduces the effective life of moisture sensitive devices (MSDs).
Bare boards are not currently subject to the same standards that MSDs face; however, the IPC D-35 subcommittee does have a working draft, IPC-1601, of Printed Board Handling and Storage Guidelines (1st working draft – April 9, 2009). Because there is no standard for monitoring and controlling the exposure of boards to moisture, prior to the assembly process, producers have been left on their own, to monitor and mediate any negative effects humidity may have on these raw materials.
This paper explores the effectiveness of handling and storing bare boards in a desiccant based, self-regenerating cabinet that can be used to pause and even reset the floor-clock for MSDs according to J-STD-033B01. Our findings suggest that these cabinets can also be used to prevent moisture related damage to bare boards during the assembly process.
Keywords: MSD, moisture control, humidity, RH, dry cabinet, MBB
Introduction:
Moisture trapped within components and PCBs presents a serious problem during the fabrication and assembly process. Too much moisture can lead to board failures when it is turned to steam during the reflow process. When the moisture is heated, the resulting pressure can cause packages to erupt and damage lead-frames and wire-bonded connections. This damage can be in the outer surface of the component and be visible, or within an inner layer of a multi-layer PB and be hidden. Regardless of the location, the result is the same, a defective and unusable product.
Background:
A number of steps can be taken to minimize and to avoid moisture related faults to components and boards. Some of them are described in IPC standards that identify methods for the classification and handling of moisture sensitive devices /MSD i the handling, packaging, shipping and use of moisture/reflow sensitive surface mount devices (SMD)ii and most recently described in a draft version of a standard for printed board handling and storage guidelines.iii
Prior to the development of IPC standards, many fabricators and assemblers relied on military specifications to maximize the quality and reliability of components and boards, to minimize moisture related faults. As the military has moved away from making their own components, and increasingly use commercial off the shelf (COTS) components, they have ceased to update their standards.
Since the 1980s when the IPC issued a standard for handling moisture sensitive plastic IC packages, significant attention has been paid to moisture related component damage during the reflow process.iv Specific base materials used for component encapsulation retain moisture during the front end fabrication process. When heated during reflow, this moisture causes micro-cracks in the component body and delamination within the device construct. [The miniature explosion as the moisture changed state into steam rendered the device useless.]
Standards divide components into 8 groups, each with specific handling guidelines. Specific floor time, moisture clock reset and bake times are determined by ambient relative humidity, temperature, exposure time and a components susceptibility to moisture. Storing MSDs in moisture barrier bags can extend their floor life, but it will not reset the floor life clock. Currently, according to the IPC standards, baking MSDs is the primary method to reset the floor clock,v although, dry cabinets can be used to mitigate short-duration exposure to ambient temperature and humidity. The use of ultra-low humidity dry cabinet to store MSDs is approved by the IPC to pause and in certain conditions to reset the floor-clock. Controlling moisture with a dry cabinet reduces the need to expose sensitive components to an active bake cycle.As circuit card substrates have increased in thickness, the potential for moisture to be trapped between layers has also increased. Moisture can be absorbed by the substrate at multiple points in the supply chain. Although moisture retention within the actual circuit cards is a problem that has barely begun to be discussed, it is a problem currently being addressed by the IPC.vi
IPC standards encourage fabricators to bake printed circuit boards (PCBs) prior to shipment and to place them in MBBs to prevent them re-absorbing moisture. But MBBs are no panacea; assembly facility receiving departments may open the MBBs for inspection, which immediately starts the limited floor-clock. Further, damage to MBBs during transit or handling may accidently start the floor-clock on bundles of PCBs even before they arrive. In either case, the humidity indicator card (HIC) should be read immediately upon opening to ensure that the MBB conditions have not been compromised. The HIC reading should be 23±5°C. If the HIC indicates exposure above acceptable limits (10% dot is pink), the PCBs should be evaluated for excessive moisture according to the appropriate standards.
The limited floor clock presents additional problems because most production facilities work an 8-hour, 5-day work week with weekend production shifts added when needed. These operational hours necessitate that pre-production, preparation of materials, including boards and components, begins at least one before they are used. Indeed, stock rooms may kit production runs even earlier. Regardless of when kits are prepared, moisture must be removed from the boards via a 24 hour bake, and then stored in moisture barrier bags (MBB) to prevent moisture re-absorption.
Moisture Related Concerns:
The comfortable humidity for workers is 40-60% at temperatures between 68°-72° a humidity level considerably higher than that recommended for components.vii It is impractical to control moisture within the factory environment to levels appropriate for MSDs, as that would negatively impact employee comfort [and result in lower productivity]. However, it is possible to control MSD’s exposure to humidity between processing steps, and during storage and transport.
Moisture can be introduced at any point between initial circuit card fabrication and the assembly stage. Each step offers a potential for the introduction of moisture. Once moisture is introduced, it must be removed and managed to avoid problems in successive stages of production.
The methods used to avoid moisture absorption at each step, and between steps, can be identified as (a) controlling the environment and (b) taking handling precautions. There are a number of standards, including a draft copy of IPC-1605, that provide guidelines on how to handle moisture sensitive devices. Basic precautions include use of clean latex or nitrile gloves, handling laminate materials by the edge, storing prepeg in a cool, dry environment and sealing/resealing open storage bags of prepeg, etc.
Specific recommendations can contribute complexities to the problem of properly storing materials. At least one supplier recommends that prepeg be stored under refrigeration at <5°C (41°F), then the prepeg must be allowed to stabilize at ambient temperature before use. While the prepeg is exposed to ambient air, moisture can be absorbed, potentially enough to produce damage depending on the RH in the ambient air. To reduce this threat the prepeg can be stored in an inert atmosphere, such as N2 within a dry cabinet to retain control of temperature and humidity.
The recommendations identified for packaging, storage and shipment share some similarities – protect materials from the environment especially moisture and ESD. Some precautions are simple common sense – store materials according to the manufacturer’s recommendations; don’t bend, scratch or dent the laminate and maintain a clean work area to prevent cross-contamination of materials. Specific recommendations exist for each stage of the fabrication process, except for the care of circuit boards. Proper storage of circuit cards between production phases can and does remove moisture from the substrates.
Experiment Methodology:
Our experiment was designed to investigate the effects different methods of storing PCBs, have on moisture absorption between the back cycle and their use on the assembly line.
The experiment was conducted using test coupons based on a series of 2.165” x 1.732” x 0.032” (55mm x 44mm x 0.813mm) single-layer FR-4 substrate.viii A Fischer Scientific Isotemp Oven 72SF was used to perform the required bake for all test coupons. Weight measurements were taken on a Sartorius BA 110S scale that was calibrated less than 48 hours prior to the start of the experiment to ensure accuracy. Non-conductive tweezers were used to handle the test coupons during the weighing cycles to avoid any contamination during the experiment.
The metal content for the test coupons was determined according to the IPC’s draft standards for testing for moisture in printed circuit boards and the correction factor agreed upon by all parties. The test followed the proposed IPC testing method for removing and measuring the amount of moisture removed from a board.ix
Results:
Two sets of test coupons were prepared for the trial. Both sets were baked according to the IPC-1605 proposed testing method and the baked boards were stored in polystyrene blocks by only one edge to reduce contamination. All coupons were handled using tweezers held by an operator wearing appropriate gloves.
The test coupons were weighed prior to placing them in the bake oven. They were baked 24 hours in an oven set at 105°C starting on a Thursday at 10:00 AM. Each coupon was re-weighed at the end of the full 24 hour period, Friday at 10:00 AM.
Baked coupons were returned to the polystyrene blocks, with numbers identifying individual coupons. One set of coupons was placed inside an ultra-low humidity dry cabinet, the other left on the test bench in the ambient air.
Individual weights for each coupon were taken at 15-minute intervals according to the IPC’s proposed test method over a period of 2 hours. Additional weight measurements were taken approximately 67 hours later, the following Monday morning at 9:00 AM; and then again 24 hours later.
This test schedule was designed to emulate a typical production environment where boards destined for the production line Monday might be baked Thursday.
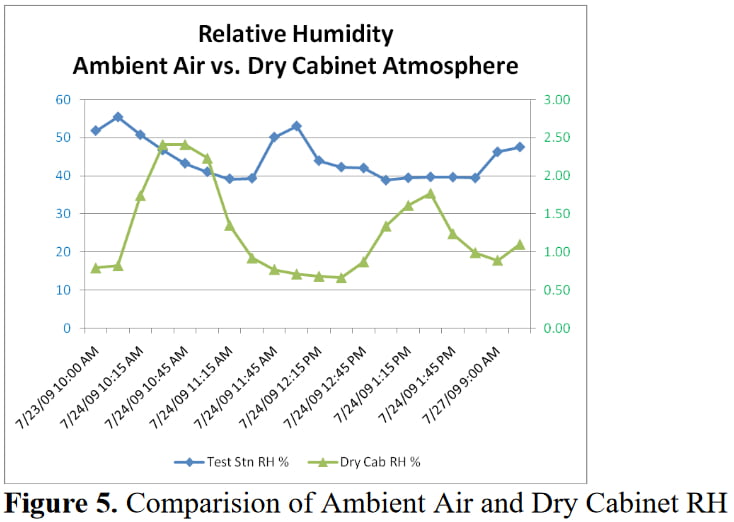
We recorded the time, test station ambient temperature and humidity, and the weight of each coupon in the ambient and dry-cabinet stored sets. The internal temperatures and humidity of the dry cabinet were also recorded.
Based on the data collected, baking the coupons to be stored in the ambient air, removed an average of 0.164% of the initial weight after correction for metal content.x The equivalent loss to the set to be stored in the dry cabinet was an average of 0.176% of the initial weight.
Between measurements the ambient temperature set was returned to a storage shelf near the test bench while the second set was returned to a dry cabinet [during this interval].
Plotting the amount of moisture removed from each set of test coupons indicates that during the 2 hour measurement period both sets re-absorbed similar amounts of moisture as was expected, however, the data diverged at the end of this time period.
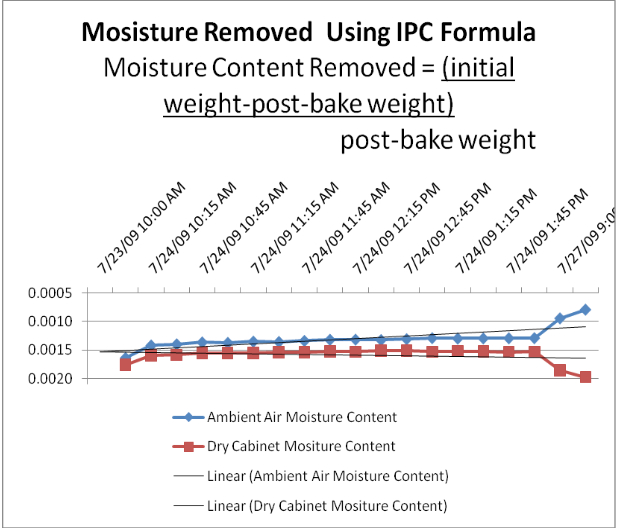
Figure 4. Comparison of Ambient vs. Dry cabinet stored test couponsThe coupons stored in ambient temperature and humidity had regained over 42% of the post-baked weight due to moisture absorption at 67 hours and were over 51% of their post-baked weight due to moisture re-absorption 24 hours later.
In contrast, the test set stored in a controlled environment dry cabinet, continued to lose moisture. In fact, the set stored in the dry cabinet had an additional 5.7% weight loss at the 67 hour mark, at the final measurement 24 hours later the set stored in a dry cabinet had a total weight loss of 12.4%. Storage in the dry cabinet not only prevented the coupons from absorbing moisture storage in the dry cabinet continued to remove moisture for more than 90 hours.
Moisture in components and PCBs contributes significantly to defects produced during the soldering phase. During soldering PCBs are exposed to rapid heating that causes retained moisture to quickly change state to steam. Delamination of multi-layer boards occurs when the moisture erupts as it becomes steam. Similar damage occurs to MSDs with micro-cracking and eruptions in components. Yet most of this type of damage is preventable with proper precautions.
Board manufacturers must take care to follow accepted guidelines for preventing moisture absorption during the initial fabrication process. Dry cabinet storage of prepeg material can assist in maintaining the required level of moisture in the base materials. It can also provide a controlled inert atmosphere along with RH stabilization.
Once fabricated, all PCBs should be baked and placed in MBBs to ensure that no moisture is absorbed during transit. Use of a dry cabinet while the PCBs are cooling following the bake cycle can ensure that no additional moisture is absorbed prior to sealing the MBBs for transit.
Electronic Assembly facilities follow a strict set of guidelines for dealing with PCBs from the moment they arrive. When inspecting PCBs upon arrival the visual inspection, of the sealed dry packed packages, should check that the sealed chamber has not been compromised by tears, rips or other incursions during transit. Further, HICs in damaged or suspected packs should be checked for excessive moisture exposure.
When a more detailed inspection is required, appropriate precautions should be taken to avoid prolonged exposure of the PCBs to moisture. A detailed record of the time the MBB is opened should be started and carefully attached to the bag. Once the PCBs have successfully passed inspection, they should be placed in an appropriate environment. This can be in an MBB placed on standard shelving in a stock room or a dry cabinet.
While IPC-1605 addresses the issue of storage once the MBB has been opened, it leaves the decision of how to manage the storage by offering two recommendations to the end user. On one hand, they recommend placement in dry storage at 10% RH or less. The alternative is to return the PCBs to dry packaging in the original desiccant with the original HIC in place. These recommendations are based on PB exposure to factory ambient conditions not exceeding 30°C/60% RH for less than one hour.
Returning the PCBs to the original dry packaging successfully is contingent upon maintaining a proper seal on the already opened MBB, something that can be difficult if not impossible to do.
As parts are kitted for delivery to the manufacturing line, PCBs must remain in MBBs or stored in a dry cabinet to maintain the desired moisture levels. Use of a dry cabinet as the kitting location helps maintain moisture and temperature control of PCBs and MSD to reduce potential damage during the heating process.
IPC-1605, J-STD-033B.1 and J-STD-020D.1 provide guidelines to prevent and reduce moisture related defects during every phase of the fabrication and electronic assembly process. Various methods of drying, maintaining low-moisture conditions in PCBs and MSDs can be used to prevent re-absorption of moisture during fabrication, shipping, transit, receiving and pre-assembly steps.
Pausing, the floor-clock can be accomplished in a number of different ways depending on where the component is on the clock A cost effective method of maintaining the moisture levels in PB’s and MSDs is through the use of an ultra-low humidity dry cabinet. Adding multiple layers of moisture control – MBBs and dry storage – does not guarantee a adequate control of moisture. Use of HICs within MBBs does identify when the PCBs or MSDs exposure to moisture is greater than acceptable, yet will not prevent to absorption of moisture.
There is one definitive economical method available that provides the proper storage environment and helps to reduce latent moisture – dry cabinets. In addition, to logging the RH and temperature dry cabinets provide verification that moisture levels are constantly within a satisfactory range. Our test shows that active dry cabinets continuously remove moisture from PCBs or MSDs while they are stored in the cabinet. PCBs and MSDs stored in a dry cabinet can exhibit lower moisture content than when they ware removed from the bake cycle.
Ultra-dry humidity dry cabinets can provide substantial protection against the re-absorption of moisture, and thereby reduce the potential of moisture related faults during the production process.
References:
i. IPC/JEDEC J-STD-020D.1, Moisture/ReflowSensitivity Classification for Nonhermetic Solid State Surface Mount Devices
ii. IPC/JEDEC J-STD-033B.1, Handling, Packing, Shipping and Use of Moisture/Reflow Sensitive Surface Mount Devices
iii. IPC-1601, PRINTED BOARD HANDLING AND STORAGE GUIDELINES
iv. IPC-SM-786, Recommended Procedures for Handling of Moisture Sensitive Plastic IC Packages
v. IPC/JEDEC J-STD-033B.1, Handling, Packing, Shipping and Use of Moisture/Reflow Sensitive Surface Mount Devices, Table 4.3
vi. IPC-1601 PRINTED BOARD HANDLING AND STORAGE GUIDELINES, 1st Working Draft – July 7 2009
vii. Tim McCorry, Architect The McCorry Studio, personal conversations
viii. Test coupons supplied courtesy of Viconics Electronics. Inc., St. Leonard, Quebec Canada
ix. Proposed 2.6.28 Test Method for PB Moisture Absorption – May 2009, IPC D-35 Printed Board Storage and Handling Subcommittee, Section 5.0
x. Proposed 2.6.28 Test Method for PB Moisture Absorption – May 2009, IPC D-35 Printed Board Storage and Handling Subcommittee, Section 5.3
USA Sales & Support:
214-296-4868