Author: Kevin McCarten
Abstract:
The discussion regarding ‘dry box’ or desiccant storage of MSD’s (Moisture sensitive devices) has increased over the past years with the introduction of new IPC Joint Industry Standards. More and more resources on the topic, many contradictory are available over the internet. Manufacturers are becoming aware of the possible benefits of Ultra-Low humidity storage, however there are many misconceptions and uncertainties regarding the proper use and functionality of these devices, including exaggerated expectations for results.
Dry boxes can be implemented at various points within the Mfg. environment; for med-long term inventory, or for short term handling on the production floor, and in some cases (with certain conditions) as a process replacement for baking. Bare boards, raw components and partially assembled PCB’s can benefit from ultra-low humidity storage.
Depending on the application (ie; short term, long term, ‘bake-out’), the items stored within, and their condition as they enter dry storage, various loads will be placed on the storage cabinets; however in all cases user expectations will remain the same; short recovery time after door open, and a constantly maintained ultra-low humidity (1 % – 5% RH) environment. Without the proper assessment of the load that will be placed on a particular dry box application, and an examination of the dry box variations available (ie N2 ‘trickle’, N2 Purge, Multi-desiccators, addition of heating, or a combination of any thereof, etc) it’s almost certain that manufacturers will not be satisfied with their observed results, and will not be storing their devices safely.
There are a variety of options for ‘dry storage’ available that will satisfy current industry specifications. Methods commonly in use, but not limited to, are; MBB (Moisture Barrier Bags), N2 cabinets, dry air boxes and desiccant dry cabinets.
Many PCB manufacturing facilities are already utilizing one or more of the methods listed above. In some cases however the methods chosen are implemented without an evaluation of their actual effectiveness in the specific environment / application for which they were intended. Variables such as; how often will the inventory stored be accessed, are the packaging materials hygroscopic, have the parts been pre-conditioned, etc… are not always fully considered. Equally important is that these storage devices are rarely reviewed or audited for their effectiveness post installation, and commonly are in such disarray than they are known to be less effective than required.
It’s not uncommon to see moisture barrier bags remain unsealed for prolonged periods of time on a busy production floor, for silica gel sachets to be unknowingly used ‘past their prime’, or be stored in containers that are not air tight.
The calculation used to determine the volume of Silica Gel required to maintain the required relative humidity level (RH%) within a MBB is based upon an activity level of which the gel is expected to be capable. Improper handling or storage of Silica Gel sachets means that the activity level will be degraded.
Frequently N2 and dry air cabinets are in use with doors that no longer seal well when closed as a result of over use or abuse, causing them to be less effective than required, and driving running costs up. As a result of the passive nature of these ‘devices’ they are rarely monitored, maintained, or evaluated to determine if they are functioning in an adequate manner.
Desiccant dry cabinets although relatively new to North America have been popular in industrial and main stream Asia for decades, as a result of the humid climate. The wide variety of applications for humidity control products within that part of the world has led to a number of innovations and advances in desiccation technology that allows for the practical adaptation to the pcb manufacturing industry.
Whatever the method chosen, expectations will be the same; the assurance that the prescribed relative humidity level is maintained at all times, affording valuable moisture sensitive inventory the protection required.
1974 saw the development of the first auto-refreshing desiccant dry box for the consumer market. This device used pre-determined amounts of silica-gel which was periodically refreshed by a heater on a timer circuit.
Further R&D introduced the use of synthetic Zeolites (Molecular Sieves) as a replacement to Silica Gel in 1976.
A patent was awarded in 1982 to a Japanese company for their new design of an ultra-low humidity desiccant dryer. Many future competitive designs would have a number of similarities to this newly patented unit.
In 1987 Texas Instruments (Kyusyu, Japan) works with a leading manufacturer of dry boxes to design the first ultra-low humidity dry cabinet for use within their electronics manufacturing facilities. These cabinets are designed to maintain constant environments of 10%, 3%, and 1% RH, and are installed to protect moisture sensitive devices. Prior to this most dry cabinet applications were either residential/consumer or within the optics industry (to prevent fungal growth).
More about Zeolites (Molecular Sieves)
Molecular sieves are desiccants with some differing properties to those of silica gel. With the appearance of small opaque pinkish beads, molecular sieves are synthetically produced, highly porous crystalline metal-alumino silicates. They have many internal cavities that are linked by window openings of precise diameters. It is these diameters (measured in Ångstroms) that classify molecular sieves – 3Å, 4Å, 5Å, and 10Å (also known as 13X). Adsorption occurs only for molecules with smaller diameters than these cavity openings. Larger molecules will be excluded from adsorption. Preferentially adsorbed are molecules of greater polarity. This makes molecular sieves ideal for adsorption of water from air, as water molecules are both polar and very small. Molecular sieves will adsorb water molecules from liquids down to very low levels – often just 1 part per million.1
Zeolites display some attractive properties as desiccants for use in the protection of MSDs, such as;
Since 1987 the various market demand in Asia has grown and with it so has the number of suppliers. Today there are many companies throughout the world, no longer only in Asia, which provide desiccant dry cabinets, here is a partial list (in alphabetical order);
Many of these cabinets were originally designed in Asia for the market at large in that humid part of the world, with both consumer and industrial applications in mind. Many until recently have only offered cabinets at higher MIN RH% level specifications than those demanded by electronics manufacturers; typically ~30% RH, partially due to their own technology limitations and/or various patent protections afforded other manufacturers. (Original patents have recently expired or are expiring shortly.) Some of these manufacturers however are now marketing their products specifically for the protection of MSDs with the electronics industry.
As the understanding and wider acceptance of the proper care and handling of MSD’s within the PCB Assembly industry has grown, so has the demand for dry cabinets, and with that increased demand is an increased number of manufacturers promoting products capable of 5% RH and 10% RH levels.
Some of the cabinets are able to meet the much more stringent specifications required by PCB assemblers to satisfy IPC/JEDEC (1-10% RH) more easily than others.
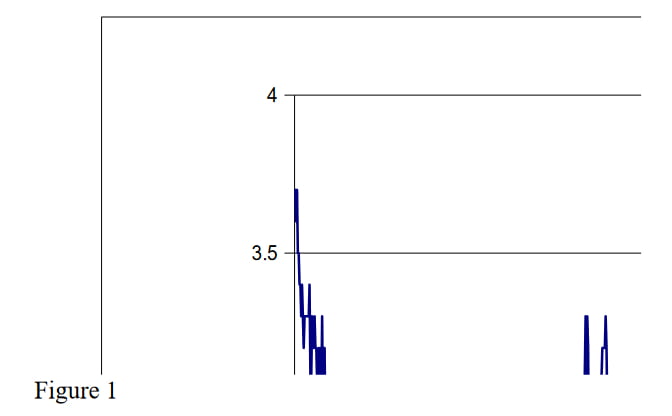
The graph (Fig. 1) below is an actual example of two cabinets from different manufacturers both with an operating specification of 1% RH. Measurements were taken 60 times per hour over a 24 hour period. The cabinets were ‘over loaded’ (Fig. 2); preventing adequate air circulation and aggravating the situation are the cardboard boxes which will easily retain any moisture introduced into the cabinets as they are accessed.

How Do Desiccant Dry Cabinets Work?
Auto-recycling dry cabinets rely only on desiccant to reduce humidity levels, nitrogen is not required for their standard operation. Dry cabinets rejuvenate (recycle,refresh) their desiccant by routinely stopping desiccation of the cabinet, sealing off the desiccant material and turning on a low watt heater embedded within the desiccant in order to expel the captured moisture. The device that stores and refreshes the desiccant is typically referred to as the ‘dryer unit’. During the refreshing process the effectiveness of the desiccant dryer unit will be tested. Trace amounts of moisture will typically escape back into the cabinet, causing a short term spike in humidity levels. How much the moisture levels will increase inside the cabinet and how long it will be before the recycling is complete (allowing the desiccation of the cabinet to restart) relates again to the effectiveness of the dryer technology in question. Some manufacturers report moisture levels increasing by as much as 4% through the duration of the recycling process.
Some cabinet models utilize data collected from closed-loop humidity sensors installed inside the cabinet to determine when and how long desiccant recycling times should be, based on a digitally selected user set point. Other manufacturers utilizing simpler analog control technology commonly “hard-wire” the RH set point at the factory providing a timer circuit to manage the recycling of the desiccant causing a maximum duration recycling each and every time the desiccant is refreshed. A typical desiccant dryer will require approximately 45 minutes every 6 hours to recharge fully saturated desiccant, although some dryer units require as long as 70 minutes to complete their recharging process. It’s important to note that during this time the dryer unit will not be desiccating the dry cabinet.
Proper Desiccant Dry Cabinet Selection
With respect to the problem illustrated above in figures 1 & 2, according to the user, their goals were not met. The user is correct in that they had straight forward expectations of a constant 1% RH. This type of expectation is not uncommon, nor is the frustration and disappointment that typically follows when the RH meters regularly display increased levels of humidity, and never seems to stabilize at the set point. However the problem may lie with a less than adequate determination of the load which would be placed on the cabinets.
In order to effectively maintain the desired RH Level consideration must be given to the ‘load’ that a cabinet will be required to handle. To fully evaluate the ‘load’ the following questions should be examined;
When selecting from among the various manufacturers for any dry cabinet application it’s important to evaluate just how air tight the cabinet itself is. Most manufacturers will offer data that illustrates how quickly the cabinet environment will degrade during a simulated power outage. This data will give a good indication of the cabinet’s ability to contribute in limiting the load placed on the desiccant dryer.
Equally important as the air tightness of the cabinet is its ability to ‘recover’. Recovery time can be defined as the time required for the cabinet to return to its set point after an introduction of moisture into the cabinet. There is a variety of approaches to minimizing recovery time, some manufacturers employ a variety of methods in order to assist the cabinet in regaining their set point RH levels, among these approaches are the following;
The addition of any one of the options above or any combination thereof will have an effect on the recovery times that the cabinet will be capable of providing. Of course each of the options comes with an accompanying cost, in some cases a one time charge, in other cases adding to running costs each month. Some of the options may be added in the field as an upgrade, others will require factory installation and should be requested at the time of cabinet ordering.
The questions discussed above pertaining to load will also have an impact on how easily a cabinet can recover. For example consider a dry cabinet that is located in an inventory / store room area, and is 50% loaded with inventory which has been in dry storage for the past 120 days; therefore well conditioned / dry. If two of it’s 1/6 size doors are opened for 45 seconds to have items removed, the recovery time will be minimal. If that same dry desiccant cabinet was sitting on the production floor empty and RH levels were stable at it’s set point and it had two 1/6 sized doors opened for the same 45 seconds to introduce a pick and place feeder base complete with mated feeders and components in paper tape that had been on the production floor for the previous 8 hours (50% RH, 73 Deg F), the recovery time would be considerably longer compared to the first example, and most likely unacceptable.
Typically cabinets located in the inventory or stores room area are less frequently accessed, their contents is more likely to have been in dry storage for prolonged periods and is often already conditioned. The additional load on the cabinet from a small amount of moisture being introduced (as per the examples above) will be light and the recovery time may be inconsequential since the inventory is already well conditioned and the cabinet may not be accessed for another 8 hrs. or more. In a busy production environment however, it is not uncommon to see the dry cabinet accessed every 20 minutes or more often to retrieve or return inventory. If a dry cabinet’s recovery time is 20 minutes then it’s clear that it would be ineffective against the load presented by the frequent opening of the doors to perform its primary function; protecting parts from hazardous moisture levels.
The most common response offered by dry cabinet manufacturers to reduce recovery times is the addition of a second desiccant dryer unit. This solution reduces the recovery time by effectively doubling the desiccant activity available in the dry cabinet.
Another benefit that comes from having two desiccant dryer units per cabinet is that the control system will prevent both dryers from recycling their desiccant at the same time. Thereby ensuring that one dryer will always be actively desiccating the inside of the cabinet at any given time. When considering cabinets with only one dryer it’s important to remember that there will be no drying inside the cabinet during the recycling phase (which can be as long as 70 minutes every 6 hours). If a cabinet with one dryer has a door accessed during the recycling phase the increased moisture levels inside the cabinet would remain until the dryer unit came back ‘online’. It’s worth noting that some desiccant dryers functioning with closed loop humidity sensors will end recycling and return dryers to operation as soon as possible once any increase in cabinet humidity is detected.
Some manufacturers have also opted to offer models with three desiccant dryers per cabinet, tripling desiccant activity. These dryers all operate in tandem to ensure that a minimum of two dryers are actively collecting moisture from the cabinet interior at any one time.
Other options offered to minimize recovery times are variations of N2 purge systems. At first this may seem like a contradiction to the concept of a desiccant dry cabinet. However the addition of slow trickle N2 or a solenoid valve system triggered by the door closing can be practical enhancements for installation sites where N2 is readily available and traffic is expected to be unusually high. Recovery times are substantially minimized with the combination of N2 purge and desiccant dryers. Total volume of N2 consumed is reported to be on average 1/10 that of a similarly sized N2 cabinet.
Even more elaborate dry cabinets are available in the market; some offering heated shelving. These systems although considerably more expensive than a basic dry cabinet, offer excellent recovery times and the added benefit of providing a low temp bake (up to 60 Deg C.); preparing parts going into production.
Other performance enhancing features that can optionally be considered and may add to the effectiveness of a cabinet installation are forced air circulation and HEPA filtration systems capable of class 100 clean room standards.
There are also a number of other practical options offered by various cabinet manufacturers which may prove valuable for some applications. These are; Data collection devices may be a good addition. In all cases cabinets are shipped with some form of readout to provide information on the cabinet’s RH level. It may be a dial type analog meter, an independent digital meter, or a built in digital display providing data from the cabinets own sensors. In all cases however, standard equipment included provides no more than a constantly updated readout, and tolerances on these meters can be as loose as +/- 5% RH. Further, the user has no idea of what the conditions were at any other point in the past; no ability to audit the data when a problem occurs.
Manufacturers offer a variety of data collection solutions as options, they include (but are not limited to);
Additional options such as audible alarms and light towers for notification during unexpected increases in humidity or when a cabinet door is left open unintentionally are available from some suppliers. As are various devices for making basic configuration changes inside of the cabinet.
Some suppliers have a wide selection of standard configurations and sizes ranging from desktop to 32” deep cabinets (and larger) equipped with a selection of pick and place feeder bases for the user to configure from. Other manufacturers provide a more basic offering, however there is a collection of standard sizes that seems to be common among all suppliers.
Serious investigation should also go into the verification of certification by North American electrical standards agencies. As a result of where the majority of desiccant dry cabinets are manufactured, many fail to carry the appropriate recognizable approvals such as UL, CSA, or CSA-US. There is at least one known case of a dry cabinet without proper regulatory approvals being purchased and installed in North America. After installation the new owner discovered that the unit was not approved for use and an attempted in house certification by the local agency, the cabinet failed as a result of sub-standard electrical components. The electrical components in question were replaced / rebuilt by the manufacturer but not without substantial aggravation and loss of time.
Also worth noting is that currently only a small number of dry cabinet manufacturers have North American sales / support offices or established sales agreements to promote and support their products locally. The majority of the suppliers provide service and support directly from the Asian offices.
Conclusion:
The purchase of a desiccant dry cabinet can be an excellent beginning or worthy addition to any MSD program; providing a low cost, secure, maintenance free method of protecting your valuable moisture sensitive inventory. A through evaluation of the load to be placed on the dry cabinet and proper consideration of the performance expected will assist in determining what cabinet will be the best for the application; ensuring that the cabinet plays a positive role in reducing moisture related defects. Lastly, the variations in cost in the marketplace is wide, however simply selecting a dry cabinet based on cost alone without examining factors such as; local support locations, North American electrical regulatory approvals, available options (both factory and field install-able), performance, continued innovation, etc. may cause more frustration than the money it saved was worth.
USA Sales & Support:
214-296-4868
Worldwide Sales & Support:
+1-833-265-9440